Effect of friction, temperature and velocity on finite element predictions of metal flow lines in forging
페이지 정보
작성일posted onLink
본문
Effect
of friction, temperature and velocity on finite element predictions of metal
flow lines in forging
In metal forming, especially in forging, metal flow lines formed during rolling or drawing play decisive role at product strength and integrity [1-4]. Of course, they vary globally with plastic deformation due to metal forming. Therefore, they store the history of the metal formed products and they are being utilized for qualitatively evaluating product quality or durability of power transmission or load supporting parts particularly including bearings and gears.
The major factors affecting the predicted metal flow lines can be empirically summarized as developer-side factors including finite element technique employed and algorithm of metal flow line prediction and user-side factors including process conditions and material properties. From the standpoint of users, process conditions including friction, temperature and velocity and material properties including flow stress and thermal properties are most important. In spite of its significance, their effects on the metal flow lines have been sufficiently studied. In this article, a three-stage hot forging process is studied to reveal the effect of process conditions and material properties on metal flow lines and draw a guideline for flow stress at the small strain and strain rate.
Figure 1 shows a three-stage hot forging process to fabricate initial blank of a ring rolling process for outer race of a bearing. Its process conditions and analysis information are as follows: The material is STB2 of which flow stress is expressed as in Figure 2. It is assumed that the initial temperature is uniform as 1130℃. The dwelling time before upsetting is 0.5 seconds. All the thermal information is summarized in Ref. [5].
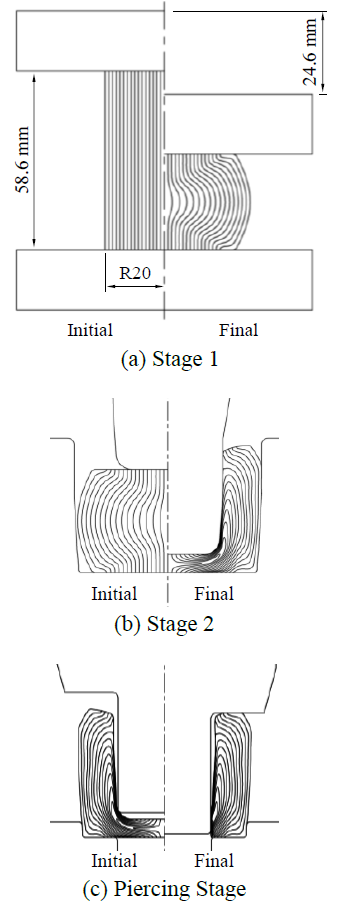
Figure 1. Definition of test process and experimental metal flow lines
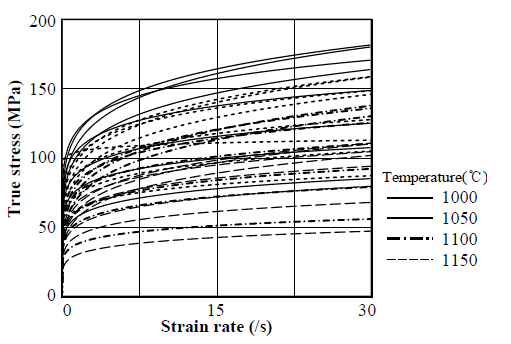
Figure 2. Flow stress of material
To investigate into the effects of temperature on metal flow lines, isothermal and non-isothermal analyses were conducted using the flow stress depicted in Figure 3. The initial temperature of material is assumed 1130℃. The coefficient of Coulomb friction was assumed 0.3 and the punch speed 200 mm/s.
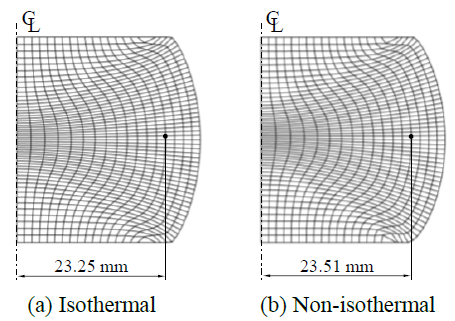
Figure 3. Comparison of isothermal and non-isothermal simulations
Figure 3(a) and Figure 3(b) show the predictions obtained by the isothermal and non-isothermal analyses, revealing that the temperature is not a major factor. Isothermal analyses were conducted to investigate into effects of friction on metal flow lines, under various frictional coefficients of 0.1, 0.2, 0.3 and 0.4. For these analyses, it was assumed that temperature, initial strain and velocity were 1130 ℃, 0.0001 and 200mm/s, respectively.
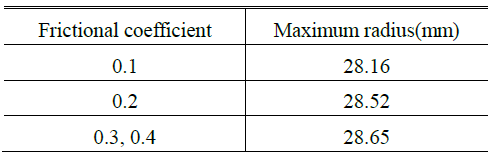
Figure 4. Maximum radius with frictional coefficients
The predicted maximum radii of the material at the final stroke are listed in Figure 4, indicating that there is a distinct difference between frictional coefficient of 0.2 and the others. However, frictional coefficients ranging from 0.2 to 0.4 cause negligible difference, implying that frictional condition is not a major factor if it is normal.
Isothermal analyses are conducted under various velocities to reveal their effects on metal flow lines. For these analyses, it was assumed that temperature, initial strain and coefficient of Coulomb friction were 1130℃, 0.0001 and 0.3, respectively. A mechanical press of which stroke and speed are 220mm and 90 rpm, respectively and hydraulic press with constant velocities 200mm/s and 400 mm/s are considered.
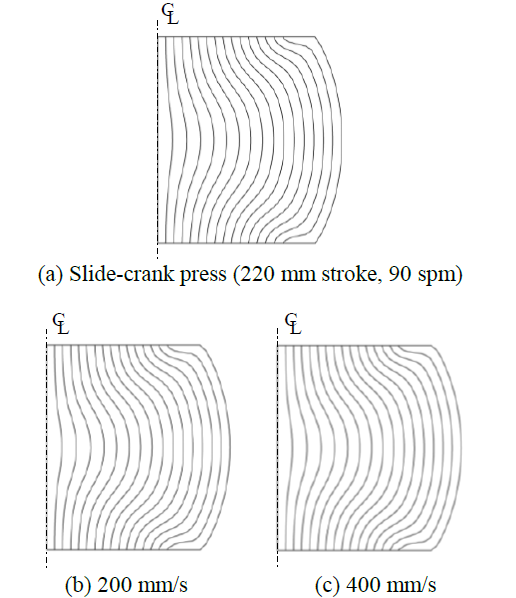
Figure 5. Comparison of metal flow lines with various punch velocities
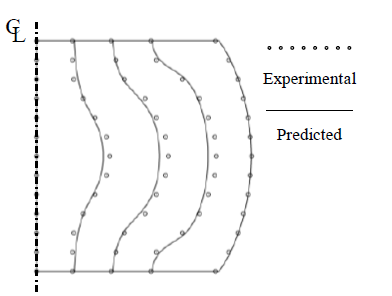
Figure 6. Comparison of experiments and predictions
Figure 5 compares the metal flow lines obtained under the velocity conditions tested. It is very difficult to discriminate three sets of predicted metal flow lines in Figure 5, implying that the velocity is not a major factor.
The predictions of Figure 5(c) were selected to be compared with the experiments, as shown in Figure 6. The comparison shows that the predicted metal flow lines are relatively smooth especially near the maximally barreled region. It is believed that relatively small predicted dead metal region near the central axis may cause the difference. This metal flow difference in upsetting causes the difference shown in Figure 7 between the predictions and experiments in the piercing stage.
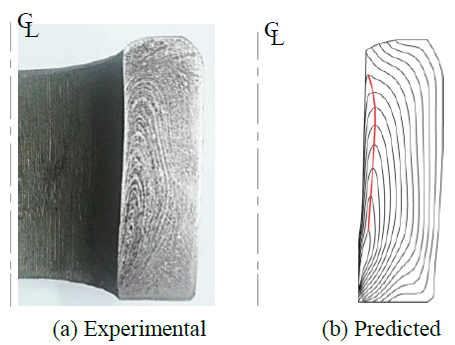
Figure 7. Comparison of experimental and predicted metal flow lines at the second stage when the same conditions as Figure 4(a) are employed
In the article, to be posted next week, the influence of flow stress on the FE prediction of metal flow lines will be presented.
References:
[1]
S. Ito, N. Tsushima, H. Muro, 1982, Accelerated rolling contact fatigue test by
a cylinder-to-ball, rolling contact fatigue testing of bearing steel ASTM STP
771, American Society for Testing and Materials, pp. 125-135.
[2]
T. L. Carter, R. H. Butler, H. R. Bear, W. J. Anderson, 1958, Investigation of
factors governing fatigue life with the rolling-contact fatigue spin rig, ASLE
Transactions, Vol. 1, Issue 1, pp. 23-32.
[3]
M. S. Joun, S. W. Lee, J. H. Jung, 1998, Finite element analysis of a
multi-stage axisymmetric forging process having a spring-attached die for
controlling metal flow lines, Int. J. Mach. Tools Manuf.,Vol. 38, No. 7, pp.
843-854.
[4]
H. K. Moon, S. C. Moon, J. G. Eom, M. S. Joun, 2005, Optimization of a hot
forging process using six sigma scheme and computer simulation technology
considering required metal flow lines, Trans. Mater. Process., Vol. 14, No. 9,
pp. 798-803.
[5]
H. K. Moon, J. S. Lee, S. J. Yoo, M. S. Joun, J. K. Lee, 2007, Hot deformation
behavior of bearing steels, J. Eng. Mat. Tech., ASME, Vol. 129, No. 3, pp.
349-355.